荣誉资质
-
- 机床制造行业百强企业
-

- 高新技术企业
-

- 省级重合同守信用企业
-
- 先进单位
-
- 消费者信得过产品
-

- 质量体系认证
电 话:18306370979
地 址:山东省滕州市经济开发区春藤路999号
相关资讯
- 框架式液压机油缸的排气工作分析
- 框架式液压机普通节流阀是怎么工
- 框架式液压机油缸机架的特性
- 框架式液压机过滤器无法正常工作
- 框架式液压机油缸故障常见原因
- 框式液压机压力过载保护系统介绍
- 800吨电机轴成型液压机首压成功
- 2000吨框架式液压机模压成型汽车
- 多向锻造成型选择400吨框式液压机
- 为什么选择框架式液压机生产汽车
- 生产破碎锤选用1000吨龙门框架式
- 浅谈2000吨汽车冲压框式液压机的
- 1000吨框架式液压机出现速度异常
- 630吨汽车覆盖件框式液压机的集成
- 500吨汽摩配成型框式液压机同步回
- 400吨汽车顶蓬内装饰成型液压机压
- 315吨塑料制品框式液压机滤油器内
- 200吨数控粉末成型框式液压机油缸
- 100吨粉末自动成型框式液压机的速
- 200吨自动出料粉末成型框式液压机

车身车壳覆盖件拉伸成型框架式四柱液压机
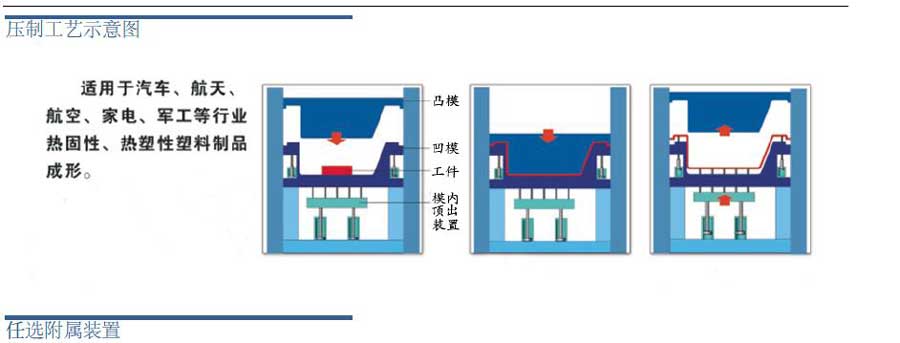
- 产品简介:YW96K车身车壳覆盖件成型框架式 液压机 是专业针对汽车,摩托车车身车壳覆盖件压制成型的液压机系列。具有低能耗,低噪音,低油温的特点。主油缸采用了无法兰结构,提高了防漏性
- 订购热线:18306370979
-

四柱液压机")
四柱液压机")

四柱液压机")
产品详情
联系我们
YW96K车身车壳覆盖件成型框架式是专业针对汽车,摩托车车身车壳覆盖件压制成型的液压机系列。具有低能耗,低噪音,低油温的特点。主油缸采用了无法兰结构,提高了防漏性能;主活塞杆采用高硬度的合金钢,提高了耐磨性;油箱和配电箱采用全封闭结构,提高了防尘性能;功能进步,放钢背和加粉料都在压机外面进行,操作安全省力;在压制过程中,中模自动锁紧,防止漏料并具有自动脱料功能:底模,中模,顶模的移动都是自动进行,使模具的有效面积加大,有效提高了产量并降低劳动成本
YW96K车身车壳覆盖件成型框架式液压机结构介绍:
YW96K车身车壳覆盖件成型框架式液压机主机的结构形式及要求:液压机主机由机身、滑块、移动工作台、主缸、液压垫、移动工作台提升夹紧油缸、行程限位、上极限安全锁紧装置等组成。
1、机身:YW96K车身车壳覆盖件成型框架式液压机机身为整体框架式结构,由钢板焊接的结构件组成,左右支柱中间留有侧窗口,采用Q235优质钢板焊接结构,二氧化碳气体保护焊;焊后需经过退火处理充分消除焊接变形和应力,确保焊接件经久而不变形,精度保持性好。其中下横梁、支柱、上横梁通过拉杆预紧(液压预紧)构成组合框架;机身中间设有滑块、滑块导向采用斜楔式四角八面导轨,滑块导板采用A3+CuPb10Sn10复合材料,支柱上的导轨采用可拆卸导轨。
①上梁、底梁:上梁、底梁由Q235-A钢板焊接而成,焊后进行消除内应力处理,确保YW96K车身车壳覆盖件成型框架式液压机设备自身结构和精度稳定性。上梁上加工有主缸安装孔。底梁内部安装液压垫缸及液压垫。
②支柱:支柱由Q235-A钢板焊接而成,焊后进行消除应力处理。支柱上安装有可调的滑块导向块。
③拉杆、锁母:拉杆、锁母材料均为45#钢。拉杆与锁母螺纹相配,通过超高压预紧装置预紧,锁紧机身。
2、滑块:滑块为钢板焊接箱形结构,滑块底面板为整块钢板,保证足够的刚度和强度。YW96K车身车壳覆盖件成型框架式四柱液压机滑块采用四角八面导轨导向,在左右支柱上共设有4组导向块,滑块的导板在导轨上作垂直运动,运动导向精度靠滑块导轨上斜铁来调整,以保证与移动工作台的平行度,调整方便,调整精度高,调整后精度保持性好,抗偏载能力强。导轨摩擦副一侧为合金材料,另一侧采用铜基合金材料。此外,导轨经淬火处理,硬度在HRC55以上,耐磨性能良好,使用寿命长。滑块导轨面设有加油孔自动加油,以便润滑运动部位。YW96K车身车壳覆盖件成型框架式液压机滑块微调由比例流量阀控制实现,用于试模选择时微调、合模,达到0.5-2mm/s范围内可调。
3、移动工作台:YW96K车身车壳覆盖件成型框架式液压机配有一个前移式移动工作台,移动工作台为Q235-A钢板焊接结构,焊接后进行消除应力处理,移动工作台面加工“T”型槽及顶杆孔,“T”型槽及顶杆孔尺寸按甲方提供的布置图制作。“T”型槽中间留400mm不铣。配备相应的顶杆和防尘盖,顶杆的热处理硬度为HRC42度以上。YW96K车身车壳覆盖件成型框架式液压机移动工作台重复定位精度±0.05mm,驱动方式为齿轮加减速机驱动,为自行式结构。含贴合检测装置,当移动工作台下平面和底梁下平面的间隙大于0.3mm时主机不许工作。提供全部顶杆孔盖。工作台上平面有十字对模槽,尺寸宽14-深6mm。
4、主缸:YW96K车身车壳覆盖件成型框架式四柱液压机的主油缸采用活塞缸和柱塞缸结合的多缸式结构,活塞杆采用优质碳素结构钢锻件,表面经淬火处理以提高硬度;缸体采用优质碳素结构钢锻件,以保证材质的均匀性,油缸密封采用进口材料优质密封圈密封。
5、液压垫缸:YW96K车身车壳覆盖件成型框架式液压机底梁内部设置一个液压垫缸装置,液压垫具有液压垫或顶出器两种功能,可用于在钢板拉伸过程中提供压边力或用于顶出制件,液压垫为单顶冠结构,并安装直线位移传感器,压机能方便地实现滑块和液压垫行程转换位置的数字设定,操作简便实用。
6、移动工作台提升夹紧缸:YW96K车身车壳覆盖件成型框架式液压机提升夹紧油缸各四个,均为活塞式结构,安装于下横梁之上,其上升就可以提起移动工作台,下降则可以将移动工作台夹紧于下横梁之上。
7、缓冲缸:YW96K车身车壳覆盖件成型框架式液压机按需备冲裁缓冲装置,由缓冲缸、缓冲系统及相连机构构成,安装于压机底梁上部,用于切边、冲孔等冲裁工艺。冲裁过程中可通过缓冲缸、缓冲系统吸收冲击,消除震动。

YW96K车身车壳覆盖件成型框架式液压机液压系统:
1、YW96K车身车壳覆盖件成型框架式四柱液压机油箱为上置式,油箱布置在上梁后部。
2、YW96K车身车壳覆盖件成型框架式液压机主油路采用进步的锥阀集成系统,具有结构简单,通流量大,抗污染能力强,性能可靠,响应快,控制方式灵活等优点。液压管路系统密封可靠,不渗不漏;管路连接方式优先采用法兰连接,管路布置整齐,并采用抗震管夹和耐震力夹,管路及油箱内部均需进行良好的除锈保洁处理。插装阀采用国内品牌,确保系统使用寿命长,性能可靠。
3、YW96K车身车壳覆盖件成型框架式液压机液压系统采用恒功率高压柱塞泵,降低整机噪音,节省整机功率。
4、YW96K车身车壳覆盖件成型框架式四柱液压机液压系统设有过载保护装置,确保YW96K车身车壳覆盖件成型框架式液压机不会超载工作,液压系统设有液压支承双保险回路,并设立主缸上、下腔的液压安全联锁回路,保证下腔不打开则上腔无法上压。保证液压机安全可靠。
5、YW96K车身车壳覆盖件成型框架式液压机油箱在内部设置过滤网,将吸油与回油分开。油箱为钢板焊接结构,并进行钝化防锈处理。
6、YW96K车身车壳覆盖件成型框架式四柱液压机配各液位控制继电器和液位观察窗,防止系统缺油和超限。
7、液压机的操作方式有:调整、单次循环两种,用转换开关转换。YW96K车身车壳覆盖件成型框架式液压机工作方式有定压成型、定程成型两种,定压成型工艺动作具有保压延时和自动回程功能。
8、在液压系统各个关键部件处应设有压力表和压力传感器,以便于在触摸屏上直观的显示和设定压力以及日后维修检查判断故障。
9、油箱和液压系统为下置式,放在主机右侧边,YW96K车身车壳覆盖件成型框架式液压机主机与系统之间采用高压软管连接。油泵电机组和液压控制阀块在油箱上有序排列。配有独立的油液过滤装置,并可实现油位的显示,油温的控制和滤油器堵塞显示、报警。加油空气滤清器做废油区,凹于油箱平面50mm。
10、液压管路系统密封可靠,液压系统低压大通径管道有柔性接头隔震,通经20以上的管路连接方式优先采用法兰连接,管路布置整齐,并采用抗震管夹和耐震压力表,管路及油箱内部均进行良好的除锈保洁处理。装压力表开关。

技术质量保证标准:
YW96K车身车壳覆盖件成型框架式液压机的设计制造及安全技术条件等应符合国家现行有关行业的标准:
GB/T5226.1—2008工业机械电气设备通用技术条件
JB/T7343—2010单双动薄板冲压液压机
JB3818—84液压机技术条件
JB9967—1999液压机噪音限值
JB3915—85液压机安全技术条件
ZBJ62025—1999锻压机械焊接技术条件
主要材料:
◎机身采用Q235碳板
◎油缸采用27硅锰并珩磨处理
◎活塞杆采用45#钢锻打调质处理,并经表皮淬火及表面镀铬处理!
◎柱采用45#钢并经表皮淬火处理,表面镀铬!
可选附件或功能:
◎移动工作台
◎冲裁缓冲装置
◎压边滑块、液压垫四角分别调压装置(拉伸不对称零件)
◎光电保护装置
◎触摸用浮动导轨和滚动托架
◎模具快速夹紧机构
◎行程、压力、数度数显数装控置
◎触摸工业显示屏
◎液压系统加热、冷却装置

